Para realizar un molde de caucho se corta y se retira el plástico protector de varias láminas. Seguidamente, se colocan en el mismo sentido en el marco de aluminio de la vulcanizadora hasta la mitad de la altura, procurando no tocarlas demasiado.El caucho debe cortarse con la máxima precisión posible, procurando no dejar ningún espacio libre alrededor de la pieza, ya que este material no tiene tanta penetración como la silicona.

A continuación se coloca el modelo de forma que el bebedero encaje en el agujero que el marco tiene en un extremo; luego se ponen el resto de las láminas en sentido contrario a las anteriores, evitando que el caucho sobresalga del marco. Las dos láminas que entran en contacto con el modelo se suelen colocar unos minutos encima de la vulcanizadora, a unos 100ºC para que se reblandezcan y se adapten mejor al modelo.
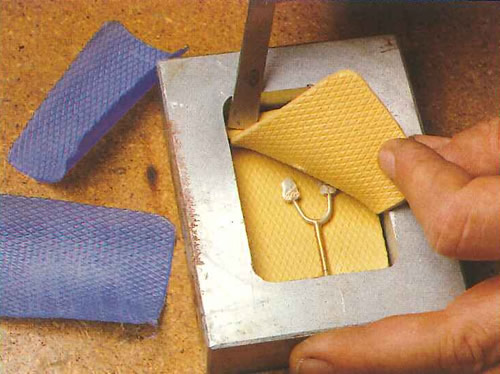
A continuación, se retiran los plásticos protectores; tras colocar la mitad de las capas en el interior del marco, se sitúa el modelo en medio, lo más centrado posible, luego se pone n encima el resto de las capas.
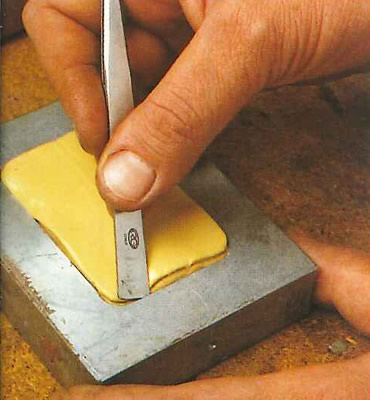
Siempre debe sobresalir, como mínimo, una capa por encima del nivel del marco de aluminio, para que la presión ejercida en la vulcanizadora apriete toda la masa de caucho y conseguir así la correcta definición del modelo.

Antes de introducir el marco, la vulcanizadora debe programarse a 100ºC; se mete el marco en el interior entre dos planchas de acero y se cierra la vulcanizadora, de modo que la masa de caucho quede aprisionada dentro del marco de aluminio.

A continuación se sube la temperatura a 150ºC y se vuelve a cerrar un poco más para comprimir el molde; deberá cerrarse un par de veces más durante los primeros cinco o diez minutos para que al aumentar el calor y la presión el caucho penetre por completo y defina perfectamente el modelo interior.
El tiempo de vulcanización dependerá de la dimensión del marco; se suelen calcular unos siete minutos por cada 3 mm, que es lo que suele medir una tira de caucho, lo que significa una hora aproximadamente. Una vez transcurrido este tiempo, se esperará que la vulcanizadora descienda otra vez a 100ºC antes de sacar el molde.

Para poder extraer el modelo del interior del molde, éste debe cortarse por la mitad, siguiendo la entrada del bebedero, hasta alcanzar el centro del modelo; debe procurarse que la línea de separación del moñde no afecte a las partes importantes de la pieza.
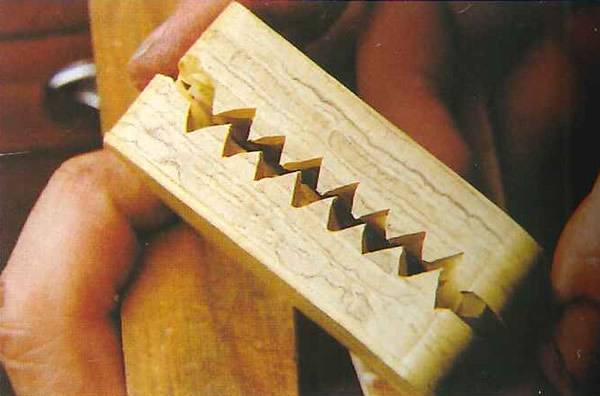
Con el fin de que las dos mitades del molde no se desplacen cuando se inyecte, se corta todo el lateral en forma de dientes.
Bibliografía
Información extraída de:
Carles Codina (2000). La Joyería. Parramón Ediciones.
© Parramon Paidotribo – Derechos mundiales
http://www.parramon.com/ficha.aspx?cod=P02695