Quemado de cilindros
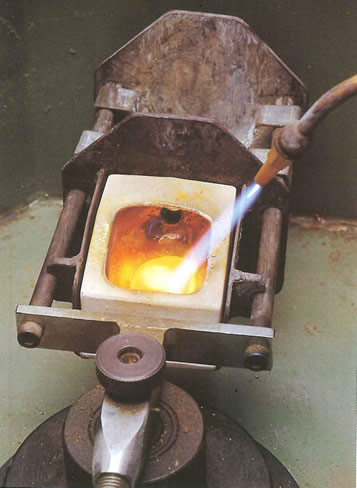
Se funde el peso del metal previamente calculado en la centrífuga hasta que quede completamente licuado
El cilindro con el árbol en su interior se coloca en el horno programable con el fin de eliminar la cera y posteriormente introducir el metal en el espacio dejado por ésta dentro del revestimiento. El horno realiza una serie de subidas de temperatura escalonadas y unos mantenimientos de la misma para igualarla en todo el cilindro. Esta curva de calor primero elimina la humedad del cilindro y, seguidamente, licua la cera; a continuación se calcinará, endureciendo el revestimiento para que después de un descenso a la temperatura de colado, pueda introducirse el metal fundido en el interior del mismo.
La curva de calor variará en función del metal con el que se tiene previsto hacer la colada y por el tamaño del cilindro que se utilice; un cilindro de más tamaño requiere más tiempo de estabilización después de cada subida, pues el calor tarda más tiempo en impregnar el interior. Las temperaturas de estabilización pueden variar de 45 minutos para el cilindro más pequeño, una hora para el mediano y hasta dos horas para un cilindro grande.

Terminada la curva de calor en el horno se extrae el cilindro con unas pinzas y se deposita en la centrífuga con cuidado
Fundición y colado del metal
Para colar el metal fundido, la temperatura del cilindro debe descender a una temperatura final de mantenimiento. El colado del metal es uno de los procesos más delicados, pues este material debe fundirse y colarse a la temperatura más baja posible, evitando cualquier exceso de temperatura o sobrecalentamiento del metal que podría estropear el resultado final.
Según el metal que se desee fundir o lo finas que sean las piezas, se programará una temperatura determinada. Para el oro es aconsejable retirar los cilindros del horno después de un mantenimiento mínimo de una hora a 500ºC, siendo posible fundir también a 450ºC. para la plata se pueden calcular 100ºC menos que la temperatura que se tomaría para colar el oro.
Proceso

El cilindro se coloca en el carro y se reduce un poco la presión de oxígeno en la llama, con el fin de que el metal permanezca fundido y descienda un poco su temperatura.
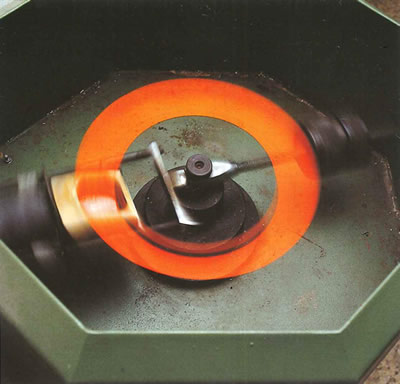
Cuando el conjunto está correctamente encajado y los contrapesos de la centrífuga nivelados, se dispara la centrífuga, lo cual provoca que el metal penetre en el interior del cilindro.
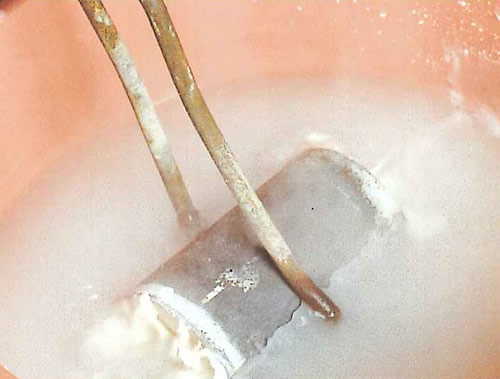
Una vez inyectado el metal, se deja reposar el cilindro unos instantes, luego se introduce en agua fría para romper el revestimiento con el choque térmico.

Cuando esté limpio de revestimiento se elimina el óxido en el blanquimiento. El resultado es el mismo árbol que en un principio era de cera y que ahora es de oro o de plata.

Finalmente, se cortan las piezas con una cizalla y se les da el acabado primero con una lima para eliminar el bebedor y seguidamente con papel de esmeril.
Bibliografía
Información extraída de:
Carles Codina (2000). La Joyería. Parramón Ediciones.
© Parramon Paidotribo – Derechos mundiales
http://www.parramon.com/ficha.aspx?cod=P02695